SKMMP-33型 機械設(shè)備裝調(diào)與控制技術(shù)實訓(xùn)裝置
所屬類別:機械氣液系列
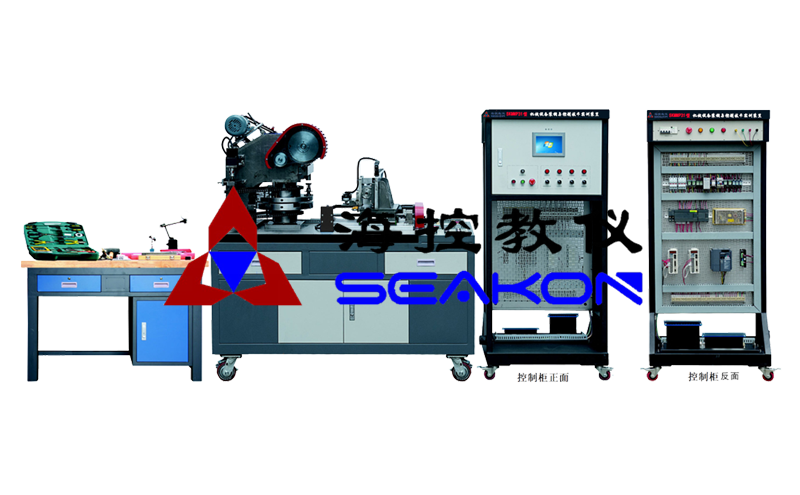
·設(shè)備外觀
·設(shè)計簡述
實訓(xùn)設(shè)備依據(jù)《高等職業(yè)學(xué)校專業(yè)教學(xué)標(biāo)準(zhǔn)》及行業(yè)標(biāo)準(zhǔn),結(jié)合各職業(yè)院校“機械制造與自動化”、“機電設(shè)備安裝與維修”、“機械裝配”、“機械設(shè)備裝配與自動控制”、“工程機械運用與維護”等專業(yè)的培養(yǎng)目標(biāo)而研制。通過項目實訓(xùn)主要培養(yǎng)學(xué)生識讀裝配圖和零件圖;機械部件的裝配與調(diào)整;電氣控制線路的設(shè)計與維修;變頻器、伺服電動機及驅(qū)動器、步進電動機及驅(qū)動器應(yīng)用;PLC控制程序編寫與調(diào)試;機械設(shè)備裝調(diào)與整機運行等職業(yè)能力,提高學(xué)生在機械設(shè)備、機電設(shè)備企業(yè)及相關(guān)行業(yè)一線工藝裝配與實施、機電設(shè)備安裝調(diào)試和維修、機械設(shè)備電氣控制、機械加工質(zhì)量分析與控制、基層生產(chǎn)管理等崗位的就業(yè)能力。·主要參數(shù)
1.工作電源:三相四線AC380V±10% 50Hz;2.工作環(huán)境:溫度-10℃~+40℃ 相對濕度<85%(25℃) 海拔<4000m;
3.設(shè)備容量:≤2.0KVA;
4.外形尺寸:1400mm×700mm×1450mm(實訓(xùn)臺);
800mm×600mm×1800mm(電氣控制柜);
900mm×700mm×800mm(操作臺);
安全保護:具有接地、漏電壓、漏電流保護,安全指標(biāo)符合國家標(biāo)準(zhǔn)。
·組成及功能
實訓(xùn)設(shè)備主要功能是根據(jù)要求自動完成對被加工物料的多模具精確冷沖壓;首先通過電氣控制柜中的PLC控制伺服電機來控制二維送料部件,完成對被加工物料(鋁板)的送料和定位,其次根據(jù)運行要求完成轉(zhuǎn)塔部件中多種模具的更換,并通過定位系統(tǒng)對轉(zhuǎn)塔進行精確定位;最后利用沖壓系統(tǒng)以及冷沖壓模具的聯(lián)合動作對物料進行精密沖壓。實訓(xùn)設(shè)備主要由實訓(xùn)臺、電氣控制柜(包括電源控制模塊、可編程控制器模塊、變頻器模塊、觸摸屏模塊、步進電機驅(qū)動模塊、伺服電機驅(qū)動模塊等)、動力源(包括三相交流電機、步進電機、交流伺服電機等)、機械傳動機構(gòu)、二維送料部件(十字滑臺)、轉(zhuǎn)塔部件、模具、機械式?jīng)_料機構(gòu)、裝調(diào)工具、常用量具、操作臺、電腦桌等組成。
1.電氣模塊
選配一:采用西門子高性價比小型PLC產(chǎn)品S7-200 Smart CPU ST40,供電電壓DC20.4~28.8V,集成24路數(shù)字量輸入(DC24V 4mA,漏型?源型可切換)/16路數(shù)字量輸出(晶體管輸出),內(nèi)置24KB程序存儲器、16KB數(shù)據(jù)存儲器、10KB保持性存儲器、6個高速計數(shù)器(最大200KHz),3軸高速脈沖輸出(最大100KHZ),集成RS485接口、以太網(wǎng)接口,支持RS232、RS485、MODBUS、USS、自由口通訊、S7協(xié)議通訊、PROFIBUS等通信,配有通信編程電纜。
選配二:采用西門子緊湊型PLC產(chǎn)品S7-1200 CPU1214C DC/DC/DC,供電電壓DC20.4~28.8V,集成14路數(shù)字量輸入(DC24V 4mA,漏型?源型可切換),10路數(shù)字量輸出(晶體管源型輸出),2路模擬量輸入(僅支持0~10V,10位分辨率),內(nèi)置100KB工作存儲器/4MB負載存儲器/10KB保持性存儲器、6個高速計數(shù)器(最大100KHz),4軸高速脈沖輸出(最大100KHZ),集成以太網(wǎng)接口,支持RS232、RS485、MODBUS、USS、S7協(xié)議通訊、PROFIBUS、PROFINET等通信,配有通信編程電纜。
配有SM1223數(shù)字量輸入輸出模塊。
選配三:采用三菱第3代小型可編程控制器FX3U-48MT/ES-A,供電電壓AC100~240V,集成24路數(shù)字量輸入(DC24V,5~7mA,漏型?源型可切換)/24路數(shù)字量輸出(晶體管輸出),內(nèi)置64000步RAM存儲器、7680點輔助繼電器、512點定時器、2點模擬量電位器、高速計數(shù)器,集成RS422接口,支持RS232、RS422、RS485、N:N網(wǎng)絡(luò)、MODBUS、CC-Lin通訊,配有通信編程電纜
觸摸屏采用昆侖通態(tài)MCGS TPC7062Ti,供電電壓24±20%VDC,Cortex-A8 CPU,主頻600MHz,內(nèi)存128M; 7英寸高亮度TFT液晶顯示屏,分辨率800×480,四線電阻式觸摸屏(分辨率4096×4096);集成以太網(wǎng)接口、RS232、RS485、USB接口,可擴展CAN總線接口,產(chǎn)品經(jīng)CE/FCC認證,防護等級IP65,預(yù)裝MCGS嵌入式組態(tài)軟件(運行版),具備強大的圖像顯示和數(shù)據(jù)處理功能。
2.動力源
伺服電機驅(qū)動器采用東元JSDEP-15A,具備轉(zhuǎn)矩、速度、位置、點對點定位及混合模式切換功能,220V級,伺服電機采用東元400W JSMA-SC04ABK00,配有2500ppr編碼器;
步進系統(tǒng)采用57型兩相四線制步進控制系統(tǒng),輸入電壓DC20~50V,斬波頻率最大值300KHZ,電流可由開關(guān)設(shè)定,最大驅(qū)動電流4.2A/相,細分可選2、4、8、16、32、64、128、5、10、25、50、125、250,雙極性恒流斬波方式,靜止時電流自動減半。配套57型步進電機,步距角1.28,電壓3.6V,電流3A,電阻1.2歐,電感5mH,引線數(shù)4,轉(zhuǎn)動慣量12kg.cm2。
變頻器:
選配一采用西門子V20系列,功率0.75KW,供電電壓3AC~380V,輸出頻率0~550Hz,精度0.01Hz。帶有RS485通信接口,集成4路數(shù)字量輸入,2路繼電器輸出,2路模擬量輸入(±10V,0~10V,0~20mA,12位分辨率),1路模擬量輸出(0~20mA);具有線性V/F控制、平方V/F控制、可編程多點設(shè)定V/F控制,磁通電流控制、電壓/頻率控制等工作模式;可進行PID控制、BICO功能、多脈沖高轉(zhuǎn)矩啟動模式、單脈沖高轉(zhuǎn)矩啟動模式、防堵模式、多泵控制、彈性電壓提升控制、擺頻功能、滑差補償、雙斜坡、PWM調(diào)制;具備霜凍保護、冷凝保護、氣穴保護、動能緩沖、負載故障檢測功能。
選配二采用三菱D700系列,功率0.75KW變頻器,三相AC380V,內(nèi)置濾波器,V/F開環(huán)控制,調(diào)節(jié)方式PAM控制。
3.二維送料部件
主要由滾珠絲桿螺母副(長度分別為528mm、485mm;公稱直徑20mm;導(dǎo)程5mm;右旋)、直線導(dǎo)軌和滑塊(長度分455mm、335mm兩種;寬度15mm)、工作臺面、軸承(角接觸軸承、深溝球軸承)、軸承座、端蓋、墊塊等組成。
4.轉(zhuǎn)塔部件
主要由上下模盤定位銷、上下模盤定位銷支架、下模盤下料孔、鏈輪、鏈條、上下模盤、傳動軸、圓錐滾子軸承、支座、端蓋等組成。
5.機械式?jīng)_料機構(gòu)
主要由沖床床身、齒輪、端蓋、曲軸、軸瓦、支架、電機座、軸承、卸荷式帶輪裝置等組成。
6.傳動機構(gòu)
主要包含帶傳動(同步帶、三角帶)、鏈傳動(單排鏈條)、齒輪傳動(直齒圓柱齒輪)等典型傳動機構(gòu)。
7.模具
采用真實數(shù)控模具,含方孔模、圓孔模、腰孔模3種模具,另包括模具膠棒1套。
8.上下模盤氣動定位模塊
主要由單電控二位五通閥、調(diào)壓過濾器、軸桿氣缸、三通、PU氣管、快換接頭、空氣壓縮機等組成。
9.裝配及檢測工具:
配置常用的裝配工具和檢測量具,通過工量具的應(yīng)用,掌握工量具操作規(guī)范。
·實訓(xùn)項目
1.機械識圖與裝配工藝的編寫根據(jù)部裝圖和總裝圖,讀懂機械設(shè)備的工作原理、裝配關(guān)系和技術(shù)要求等內(nèi)容,并編寫裝配工藝。
2.二維送料機構(gòu)的裝配與調(diào)整
根據(jù)部裝圖、總裝圖及機械設(shè)備的功能要求,按照正確的裝配工藝要求,完成二維送料機構(gòu)的裝配與調(diào)整等工作。
3.轉(zhuǎn)塔沖壓機構(gòu)的裝配與調(diào)整
根據(jù)部裝圖、總裝圖及機械設(shè)備的功能要求,按照正確的裝配工藝要求,完成轉(zhuǎn)塔沖壓機構(gòu)的裝配與調(diào)整等工作。
4.模具的裝配與調(diào)整
根據(jù)部裝圖、總裝圖及機械設(shè)備的功能要求,按照正確的裝配工藝要求,完成沖壓模具的裝配與調(diào)整等工作。
5.典型傳動機構(gòu)的裝配與調(diào)整
根據(jù)部裝圖、總裝圖及機械設(shè)備的功能要求,按照正確的裝配工藝要求,完成鏈傳動、帶傳動、齒輪等典型傳動機構(gòu)的裝配與調(diào)整等工作。
6.電氣安裝與電路連接
根據(jù)電氣圖紙和功能要求,完成機械設(shè)備電氣控制系統(tǒng)的器件安裝和電路連接。
7.步進電機參數(shù)調(diào)整及控制
結(jié)合步進電機使用手冊,完成步進電機步距角及電流參數(shù)設(shè)置,并編寫PLC控制程序。
8.伺服電機參數(shù)調(diào)整及控制
結(jié)合伺服電機使用手冊,完成伺服電機各主要參數(shù)設(shè)置,并編寫PLC程序?qū)λ欧姍C進行精密控制。
9.變頻器參數(shù)調(diào)整及控制
結(jié)合變頻器使用手冊,完成變頻器各主要參數(shù)設(shè)置,并編寫PLC程序?qū)涣麟姍C進行多段調(diào)速控制。
10.PLC及觸摸屏的軟件設(shè)計
根據(jù)機械設(shè)備的功能要求,進行PLC、觸摸屏程序的編寫與調(diào)試,完成各模塊的自動控制。
11.機械設(shè)備的調(diào)試、運行及試加工
調(diào)試運行機械設(shè)備,達到規(guī)定的工作要求和技術(shù)要求,并進行機械設(shè)備的試加工。
