SKARB-13型 工業(yè)機(jī)器人與智能視覺系統(tǒng)應(yīng)用實(shí)訓(xùn)平臺(ABB-三菱)
所屬類別:機(jī)器人系列
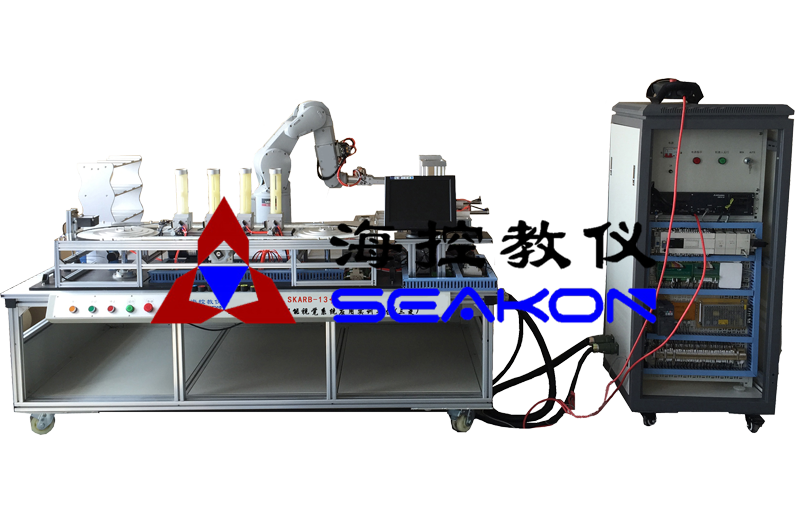
·設(shè)備外觀
·設(shè)計(jì)簡述
實(shí)訓(xùn)平臺包含工業(yè)機(jī)器人單元、智能視覺檢測單元、可編程控制器(PLC)單元、RFID數(shù)據(jù)傳輸單元、工具換裝單元、四工位供料單元、環(huán)形輸送單元、直線輸送單元、工件組裝單元、立體倉庫單元、廢品回收框、各類工件、電氣控制柜、型材實(shí)訓(xùn)桌、空氣壓縮機(jī)、電腦桌等。可以實(shí)現(xiàn)對高速傳輸?shù)墓ぜM(jìn)行檢測、分揀、搬運(yùn)、組裝、智能識別存儲等操作(此實(shí)訓(xùn)平臺的機(jī)器人、視覺系統(tǒng)和PLC有多種配置可供選擇)。實(shí)訓(xùn)平臺各實(shí)訓(xùn)模塊均安裝在工業(yè)標(biāo)準(zhǔn)型材桌面上,機(jī)械結(jié)構(gòu)、電氣控制回路、執(zhí)行機(jī)構(gòu)完全獨(dú)立,采用工業(yè)標(biāo)準(zhǔn)件設(shè)計(jì)。通過此平臺可以進(jìn)行機(jī)械組裝、電氣線路設(shè)計(jì)與接線、PLC編程與調(diào)試、智能視覺流程編輯、工業(yè)機(jī)器人編程與調(diào)試、RFID數(shù)據(jù)傳輸應(yīng)用等多方面訓(xùn)練。實(shí)訓(xùn)裝置適合適合高等院校、職業(yè)院校、技工學(xué)校等機(jī)器人工程、工業(yè)機(jī)器人技術(shù)、機(jī)電技術(shù)應(yīng)用(工業(yè)機(jī)器人方向)、工業(yè)機(jī)器人技術(shù)應(yīng)用、工業(yè)機(jī)器人應(yīng)用與維護(hù)等相關(guān)專業(yè)的《機(jī)器人與控制技術(shù)》、《運(yùn)動控制》、《自動化技術(shù)》等課程實(shí)訓(xùn)教學(xué)。
·主要參數(shù)
1.工作電源:單相三線AC220V±10% 50Hz;2.工作環(huán)境:溫度-10℃~+40℃ 相對濕度≤85%(25℃) 海拔<4000m;
3.氣源壓力:0.4~0.6MPa;
4.裝置容量:<1.5kVA;
5.平臺外形尺寸:2000mm*1200mm*1500mm;
6.控制柜尺寸:800mm*600mm*1800mm;
7.安全保護(hù):具有接地、漏電壓、漏電流保護(hù),安全指標(biāo)符合國家標(biāo)準(zhǔn)。
·組成及功能
該實(shí)訓(xùn)平臺由工業(yè)機(jī)器人單元、智能視覺檢測單元、可編程控制器(PLC)單元、RFID數(shù)據(jù)傳輸單元、工具換裝單元、四工位供料單元、環(huán)形輸送單元、直線輸送單元、工件組裝單元、立體倉庫單元、廢品回收框、各類工件、電氣控制柜、型材實(shí)訓(xùn)桌、空氣壓縮機(jī)、電腦桌等。(一)工業(yè)機(jī)器人單元(三菱、ABB、安川三種品牌可選)
選項(xiàng)一:三菱機(jī)器人
三菱系統(tǒng):由RV-4FL機(jī)器人本體、機(jī)器人控制器、示教單元、輸入輸出信號轉(zhuǎn)接板和多功能手爪機(jī)構(gòu)組成,機(jī)器人配有多種規(guī)格夾具、吸盤、工具等,可對工件進(jìn)行抓取、吸取、搬運(yùn)、裝配、拆解等操作,也可以抓取智能視覺相機(jī)對工件、裝配過程進(jìn)行實(shí)時檢測操作。
選項(xiàng)二:ABB機(jī)器人
ABB系統(tǒng):由IRB 120六自由度工業(yè)機(jī)器人本體、機(jī)器人控制器、示教單元、ABB板鏈追蹤模塊、輸入輸出信號轉(zhuǎn)接板和多功能手爪機(jī)構(gòu)組成,機(jī)器人配有多種規(guī)格夾具、吸盤、工具等,可對工件進(jìn)行抓取、吸取、搬運(yùn)、裝配、拆解等操作,也可以抓取智能視覺相機(jī)對工件、裝配過程進(jìn)行實(shí)時檢測操作。
選項(xiàng)三:安川機(jī)器人
安川系統(tǒng):由MH3F六自由度工業(yè)機(jī)器人本體、機(jī)器人控制器、示教單元、輸入輸出信號轉(zhuǎn)接板和多功能手爪機(jī)構(gòu)組成,機(jī)器人配有多種規(guī)格夾具、吸盤、工具等,可對工件進(jìn)行抓取、吸取、搬運(yùn)、裝配、拆解等操作,也可以抓取智能視覺相機(jī)對工件、裝配過程進(jìn)行實(shí)時檢測操作。
(二)智能視覺檢測單元
視覺檢測系統(tǒng)選用歐姆龍F(tuán)H-L550控制器和FZ-SC2M相機(jī),有效像素?cái)?shù)200萬,攝像面積7.1*5.4mm,彩色檢測,場景數(shù) 128 個,可利用流程編輯功能制作處理流程,支持串行 RS-232C 和網(wǎng)絡(luò) Ethernet 通訊,提供高速輸入1點(diǎn)、高速輸出4點(diǎn)、通用輸入 9點(diǎn)和通用輸出23點(diǎn)的并行通信,提供 DVI-I 監(jiān)控輸出,提供環(huán)形光源,內(nèi)圓直徑 40mm,外圓直徑 70mm,供電電壓 24V,供電電流 440mA。
智能視覺檢測系統(tǒng)采用CCD照相機(jī)將被檢測的目標(biāo)轉(zhuǎn)換成圖像信號,傳送給專用的圖像處理系統(tǒng),根據(jù)像素分布和亮度、顏色等信息,轉(zhuǎn)變成數(shù)字化信號,圖像處理系統(tǒng)對這些信號進(jìn)行各種運(yùn)算來抽取目標(biāo)的特征,如面積、數(shù)量、位置、長度,再根據(jù)預(yù)設(shè)的允許度和其他條件輸出結(jié)果,包括尺寸、角度、個數(shù)、合格/不合格、有/無等,實(shí)現(xiàn)自動識別功能。通過I/O電纜連接到PLC或機(jī)器人控制器,也支持串行總線和以太網(wǎng)總線連接到PLC或機(jī)器人控制器,對檢測結(jié)果和檢測數(shù)據(jù)進(jìn)行傳輸。
(三)可編程控制器單元(三菱、西門子可選)
1、西門子單元:配備S7-1200可編程控制器、數(shù)字量擴(kuò)展模塊、模擬量模塊、通訊模塊等,用于讀寫RFID系統(tǒng)的工件數(shù)據(jù),控制機(jī)器人、電機(jī)、氣缸等執(zhí)行機(jī)構(gòu)動作,處理各單元檢測信號、數(shù)據(jù)傳輸?shù)热蝿?wù)。
2、三菱單元:配置FX3U-64MR可編程控制器、數(shù)字量擴(kuò)展模塊、模擬量模塊、232串行通信模塊、以太網(wǎng)通信模塊等,用于讀寫RFID系統(tǒng)的工件數(shù)據(jù),控制機(jī)器人、電機(jī)、氣缸等執(zhí)行機(jī)構(gòu)動作,處理各單元檢測信號,管理工作流程、數(shù)據(jù)傳輸?shù)热蝿?wù)。
(四)RFID數(shù)據(jù)傳輸單元
采用西門子RFID檢測系統(tǒng),安裝在環(huán)線輸送單元的左端圓弧處,電子標(biāo)簽已埋在工件內(nèi)部,檢測距離為40mm。當(dāng)工件從環(huán)線輸送單元經(jīng)過左端圓弧處時,RFID檢測系統(tǒng)可以準(zhǔn)確地讀取工件內(nèi)的標(biāo)簽信息,如編號、顏色、高度等信息,該信息通過工業(yè)現(xiàn)場數(shù)據(jù)總線傳輸給PLC,用來實(shí)現(xiàn)工件的分揀操作。
(五)工具換裝單元
由大口機(jī)械夾、真空發(fā)生器、吸盤工裝、視覺工裝、定位工裝、工裝支架等機(jī)構(gòu)組成。大口機(jī)械夾安裝機(jī)器人本體上,受機(jī)器人控制,大口機(jī)械夾不僅可以夾取工件,還可以夾取三種工裝進(jìn)行功能性操作。
大口機(jī)械夾一側(cè)前端裝有光纖傳感器,用于檢測前方有無物體,另一側(cè)裝有氣動對接裝置,用于將氣動信號自動導(dǎo)入到氣動工裝(吸盤工裝)上。
吸盤工裝上裝有真空吸盤和氣動對接裝置,當(dāng)大口機(jī)械夾夾取吸盤工裝時,真空吸盤的動作由機(jī)器人控制,可以隨之移動,吸取任意可到達(dá)位置內(nèi)的工件。
視覺工裝上裝有視覺相機(jī),當(dāng)大口機(jī)械夾夾取視覺工裝時,視覺相機(jī)可以隨著機(jī)器人的移動拍攝不同位置、不同方向的工件或場景。
工裝支架安裝在型材實(shí)訓(xùn)桌上,用于機(jī)器人自動放置和取用不同的工裝。
(六)四工位供料單元
由四套井式料庫、推料氣缸、頂料氣缸和光電傳感器組成,安裝在型材實(shí)訓(xùn)桌上,用于將工件庫中的工件依次推出到環(huán)形輸送線。提供不同編號、不同高度、不同顏色的標(biāo)準(zhǔn)工件,以及編號缺少筆畫、雜色疊加等不合格工件。四工位的供料設(shè)計(jì),使得供料方式多樣化,可以進(jìn)行單一的上料,也可以進(jìn)行不同編號、高度、顏色的組合上料,以及對上料速度快慢控制,實(shí)現(xiàn)上料形式的多樣化。
(七)環(huán)形輸送單元
包含一套交流調(diào)速系統(tǒng),由變頻器、三相交流電機(jī)、環(huán)形齒形鏈(傳送帶)、對射傳感器等組成,安裝在型材實(shí)訓(xùn)桌上,用于傳輸工件。
(八)直線輸送單元
包含一套直流調(diào)速系統(tǒng),由直流電機(jī)、高精度編碼器、直流調(diào)速控制器、同步帶/輪等組成,安裝在型材實(shí)訓(xùn)桌上,用于傳輸工件。編碼器信號直接接入工業(yè)機(jī)器人控制器,實(shí)現(xiàn)工件抓取的追蹤控制;直流電機(jī)采用調(diào)速控制,將模擬量的電壓信號轉(zhuǎn)換成電機(jī)的速度,同時配有旋轉(zhuǎn)編碼器,也可進(jìn)行電機(jī)調(diào)速的閉環(huán)實(shí)訓(xùn)。
(九)工件組裝單元
由工件盒上料機(jī)構(gòu)及工件蓋上料機(jī)構(gòu)組成,采用工業(yè)標(biāo)準(zhǔn)型材及優(yōu)質(zhì)鋁合金材質(zhì)加工而成,安裝在型材實(shí)訓(xùn)桌平臺上,用于產(chǎn)品的裝配。并配有3個工件盒組裝位置及1個檢測專用位置,能同時對3個產(chǎn)品進(jìn)行組裝及檢測操作。工件盒內(nèi)設(shè)有4個工件槽用于放置工件,工件盒和工件蓋四個角帶有磁性粘合,可以使工件盒與工件蓋緊密組合在一起。設(shè)有電感傳感器、電容傳感器、光電傳感器,可以檢測工件盒/工件蓋的有無。機(jī)器人可以進(jìn)行工件按序裝配、工件拆解等操作。通過對工件盒/工件蓋的正反放置,工件裝配的順序變化,提高機(jī)器人的應(yīng)用靈活性,可進(jìn)行機(jī)器人不同難易程度的應(yīng)用考察,實(shí)現(xiàn)實(shí)訓(xùn)及考核的多樣化。
(十)立體倉庫單元
由工業(yè)鋁質(zhì)材料加工而成,配有9個倉位(3*3),安裝在型材實(shí)訓(xùn)桌上,用于放置裝配完的合格產(chǎn)品。也可以用于機(jī)器人的基礎(chǔ)性實(shí)訓(xùn),機(jī)器人入庫、出庫位置示教,機(jī)器人碼垛指令應(yīng)用,機(jī)器人入庫自動檢測等,使設(shè)備的實(shí)用性更強(qiáng)。
(十一)廢品回收框
安裝在立體倉庫右下方,用于回收檢測不合格的產(chǎn)品,由工業(yè)機(jī)器人進(jìn)行自動排列放置。
(十二)電氣控制柜
主體部分采用優(yōu)質(zhì)鋼管和鋼板做骨架,經(jīng)過機(jī)械加工成型,外表面噴涂彩色環(huán)氧聚塑處理,柜體配有4個帶剎車萬向輪,方便移動和固定,尺寸800*600*1800mm。
控制柜四面門板均可以拆卸,方便實(shí)操器件的安裝。
(十三)交換機(jī)
交換機(jī)將PLC、機(jī)器人控制器、智能視覺控制器組成一個以太網(wǎng)局域網(wǎng),進(jìn)行數(shù)據(jù)的相互傳輸,實(shí)現(xiàn)工業(yè)現(xiàn)場控制系統(tǒng)的高層次應(yīng)用,同時可以培養(yǎng)和考核學(xué)生對工業(yè)網(wǎng)絡(luò)的使用技能。
(十四)氣動系統(tǒng)
氣動系統(tǒng)主要由空氣壓縮機(jī)、氣源處理件、氣動控制系統(tǒng)、氣動執(zhí)行機(jī)構(gòu)、氣動附件組成。
采用奧突斯空氣壓縮機(jī),供電電壓AC220V,功率550W,工作壓力0.2-0.8MPa可調(diào)。
(十五)電腦桌
主體部分采用工業(yè)標(biāo)準(zhǔn)鋁型材(規(guī)格30*30)組裝而成,封板采用1.5mm冷軋鋼板噴塑處理;
桌面上方設(shè)置有顯示器圍欄,采用1.5mm冷軋鋼板沖φ6.5mm工藝孔,既美觀又實(shí)用,防止顯示器墜落;
鍵盤架采用ABS塑料一次性壓制而成,個性化圓角R設(shè)計(jì)避免撞傷,帶有儲物筆盒,通過加重型軸承導(dǎo)軌吊裝在桌面板下方,抽出縮回自如,尺寸480*230*40mm。
桌體配有4個帶剎車萬向輪,方便電腦桌移動和固定。2寸雙軸承結(jié)構(gòu),直徑50mm,輪寬25mm,高度75mm,螺桿M10*25。
尺寸:600mm*560mm*1000mm(桌面離地800mm)。
·實(shí)訓(xùn)項(xiàng)目
(一)實(shí)訓(xùn)臺認(rèn)知與操作類實(shí)訓(xùn)1.實(shí)訓(xùn)臺自動運(yùn)行(包括實(shí)訓(xùn)臺基本操作、組成等)
2.實(shí)訓(xùn)臺組成
3.實(shí)訓(xùn)臺設(shè)計(jì)原理與模塊認(rèn)知 (主要對設(shè)計(jì)思路方向的訓(xùn)練)
4.機(jī)械原理圖識圖
5.氣動回路識圖
6.電氣原理圖識圖
7.實(shí)訓(xùn)臺電纜連接(主要對電氣方向的訓(xùn)練)
8.實(shí)訓(xùn)臺氣動元件裝配
9.實(shí)訓(xùn)模塊裝配
10.實(shí)訓(xùn)臺電氣裝配
(二)機(jī)器人系統(tǒng)入門類實(shí)訓(xùn)
1.機(jī)器人主要技術(shù)參數(shù)
2.機(jī)器人安全系統(tǒng)
3.機(jī)器人安全操作規(guī)范
4.示教器認(rèn)知
5.控制器認(rèn)知
6.機(jī)器人本體認(rèn)知
7.示教器畫面與基本操作
8.運(yùn)動模式調(diào)節(jié)
9.機(jī)器人伺服電機(jī)上電
10坐標(biāo)系切換
11.機(jī)器人運(yùn)行速度調(diào)節(jié)
12.機(jī)器人單軸運(yùn)動
13.機(jī)器人線性運(yùn)動
14.機(jī)器人編程語言與構(gòu)架
15.異常及故障處理技術(shù)
16.機(jī)器人維護(hù)與保養(yǎng)
17.機(jī)器人程序備份與加載
(三)機(jī)器人系統(tǒng)設(shè)置類實(shí)訓(xùn)
1.工具坐標(biāo)系標(biāo)定原理和方法
2.工件/用戶坐標(biāo)系標(biāo)定原理和方法
3.機(jī)器人I/O硬件及組成
4.機(jī)器人通信分類與方式
5.機(jī)器人I/O配置
6.機(jī)器人零點(diǎn)校準(zhǔn)
7.機(jī)器人常用指令
8.機(jī)器人程序建立
9.機(jī)器人指令添加與編輯
10.機(jī)器人運(yùn)動軌跡規(guī)劃
11.機(jī)器人程序執(zhí)行與測試
12.機(jī)器人自動運(yùn)行
13.機(jī)器人外部啟動
(四)PLC編程及應(yīng)用
1.PLC認(rèn)知及選型
2.PLC電氣設(shè)計(jì)與配置
3.PLC編程與實(shí)訓(xùn)
4.PLC位置控制電氣設(shè)計(jì)
5.直流伺服系統(tǒng)認(rèn)知
6.直流伺服系統(tǒng)電氣設(shè)計(jì)
7.直流伺服系統(tǒng)參數(shù)設(shè)置
8.PLC定位控制編程與實(shí)訓(xùn)
9.PLC與RFID通訊實(shí)訓(xùn)
10.PLC機(jī)器人控制電氣系統(tǒng)設(shè)計(jì)
11.機(jī)器人外部控制系統(tǒng)配置及編程
12.PLC綜合應(yīng)用編程實(shí)例
(六)基于PC的工業(yè)視覺系統(tǒng)實(shí)訓(xùn)
1.基于PC的視覺系統(tǒng)硬件搭建
2.光源安裝與調(diào)整
3.工業(yè)相機(jī)圖像識別項(xiàng)目應(yīng)用
(八)智能工業(yè)相機(jī)應(yīng)用實(shí)訓(xùn)
1.智能工業(yè)相機(jī)系統(tǒng)構(gòu)建
2.智能工業(yè)相機(jī)工程建立與測試
3.智能工業(yè)相機(jī)通訊配置及應(yīng)用
4.智能工業(yè)相機(jī)檢測案例應(yīng)用
(九)RFID應(yīng)用實(shí)訓(xùn)
1.射頻識別(RFID)技術(shù)應(yīng)用
2.使用RFID軟件讀寫電子標(biāo)簽
3.PLC對RFID的數(shù)據(jù)讀取操作
4.PLC對RFID的數(shù)據(jù)寫入操作
(十)綜合控制實(shí)訓(xùn)
1.上位機(jī)下單控制
2.基于編碼器的機(jī)器人自動追蹤控制
3.工件分揀、裝配、入庫自動化控制
